 Geneva group March 2001
Geneva group March 2001

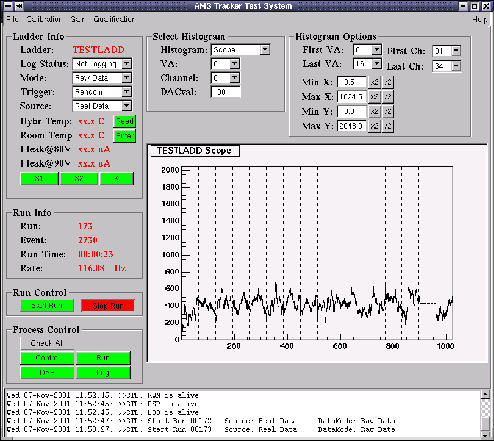 Tracker ground support equipment
Tracker ground support equipment
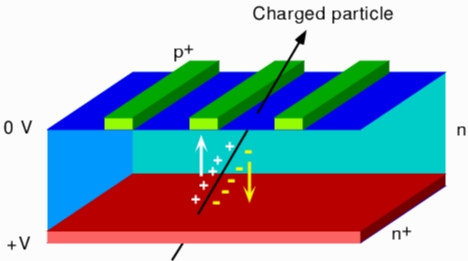

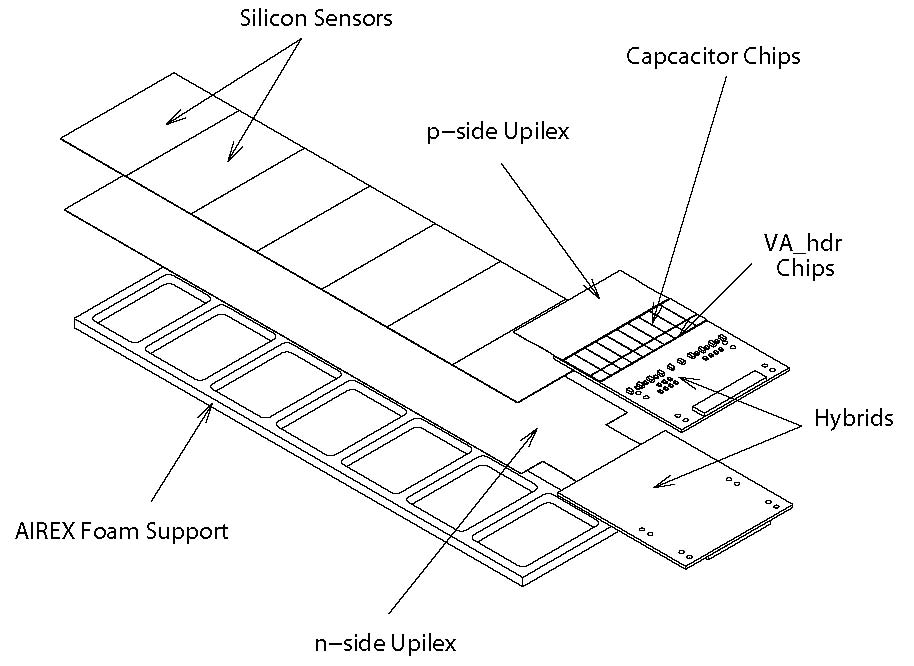
 Silicon detector structure (PA fig. 3.13-3.16)
Silicon detector structure (PA fig. 3.13-3.16)
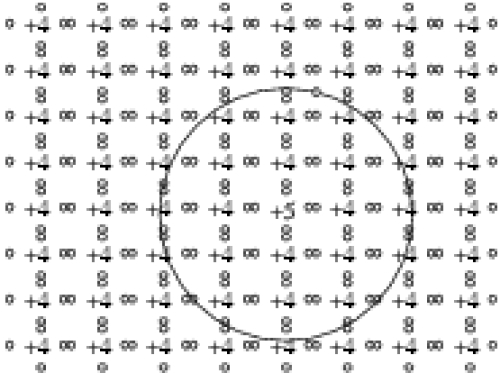
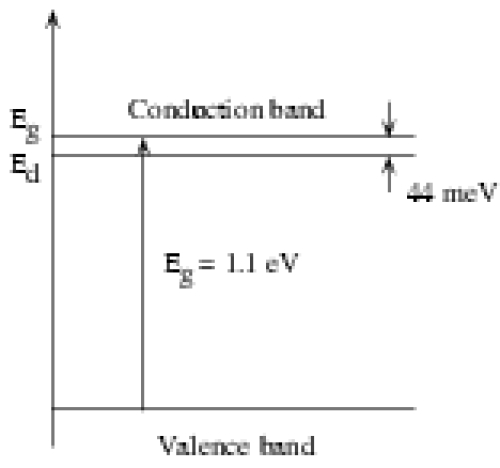
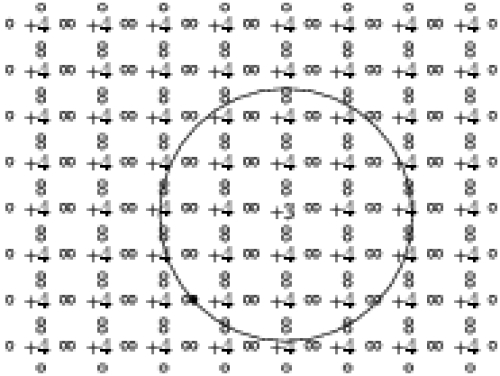
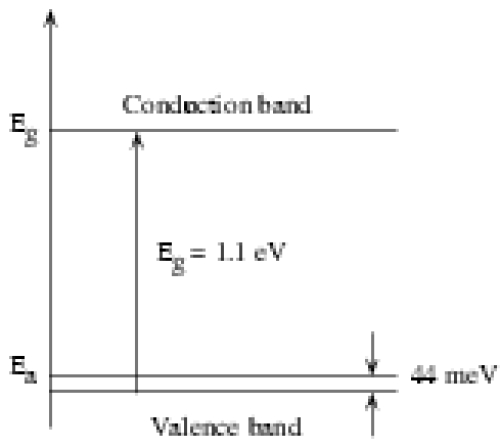 n/p-doped Si (PA fig. 3.2-3.5)
n/p-doped Si (PA fig. 3.2-3.5)


 p-n junction (PA fig. 3.7-3.10)
p-n junction (PA fig. 3.7-3.10)
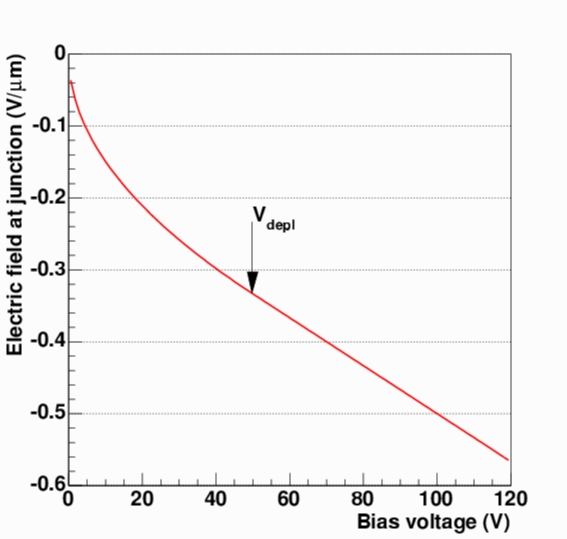
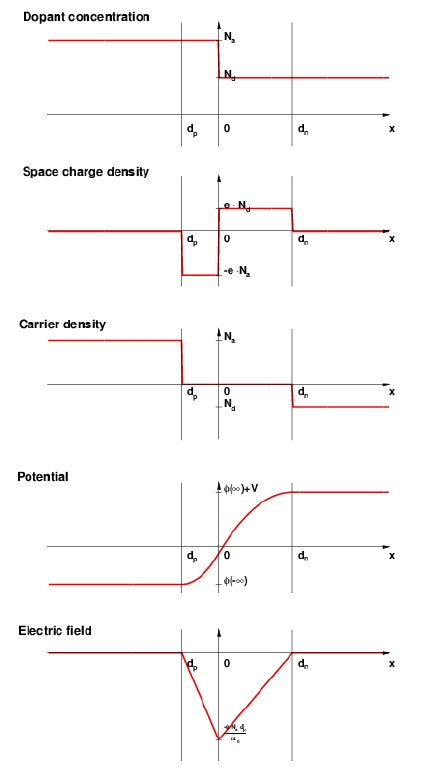
 Field and depletion width at p+nn+ junction (PA fig. 3.11, 3.12)
Field and depletion width at p+nn+ junction (PA fig. 3.11, 3.12)

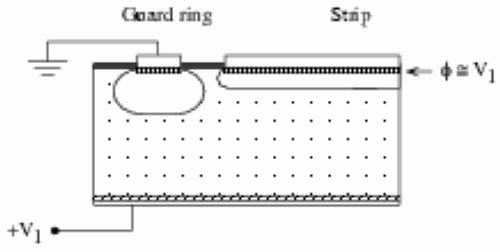
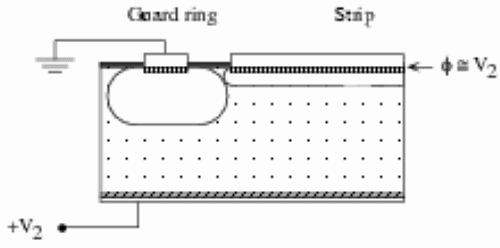
 Punch through method (PA fig. 3.17-3.20)
Punch through method (PA fig. 3.17-3.20)
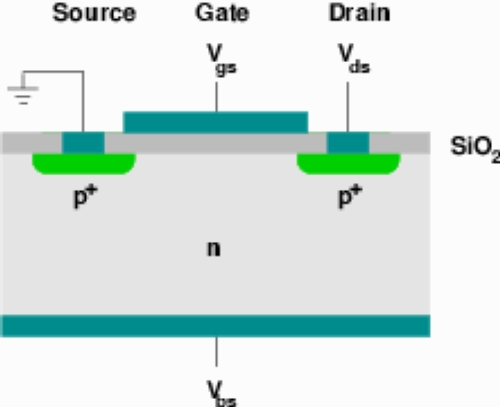

 MOSFET and FOXFET (PA fig. 3.12-3.24
MOSFET and FOXFET (PA fig. 3.12-3.24

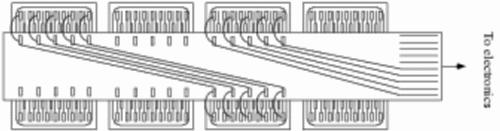 AMS daisy chaining (PA fig. 3.25, 4.9)
AMS daisy chaining (PA fig. 3.25, 4.9)
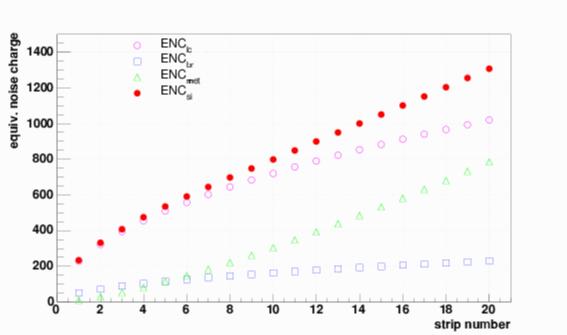
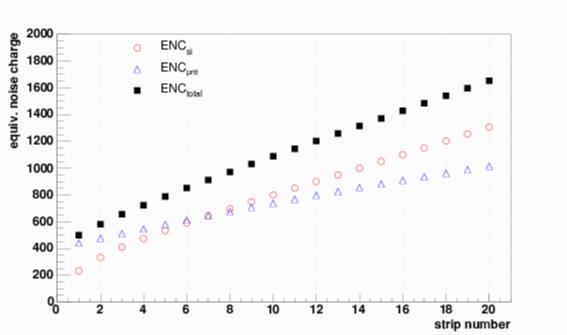
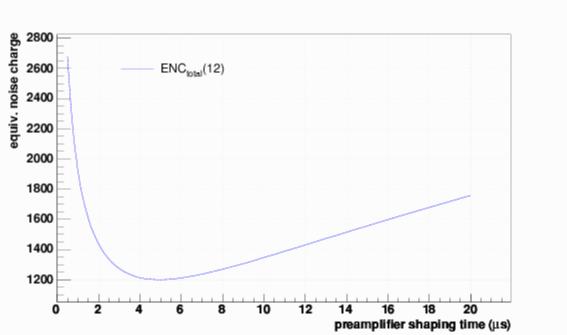 Noise contributions (PA fig. 3.31-3.33)
Noise contributions (PA fig. 3.31-3.33)

 AMS-01 and AMS-02 sensors (PA fig. 4.3)
AMS-01 and AMS-02 sensors (PA fig. 4.3)

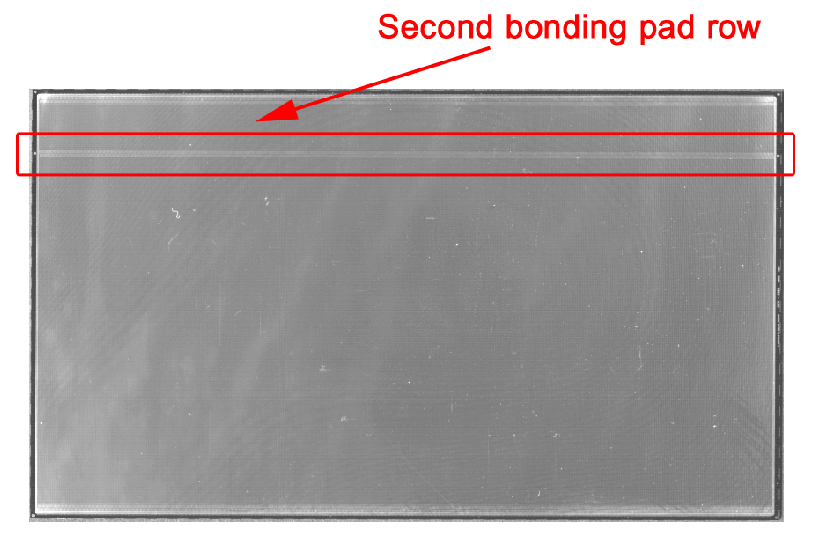
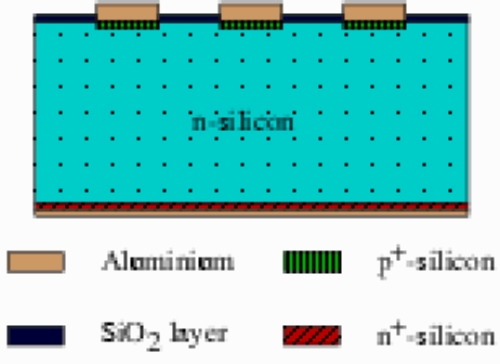
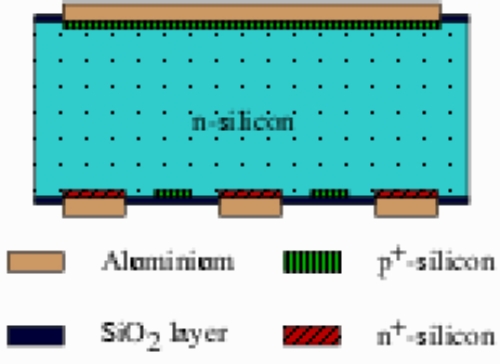
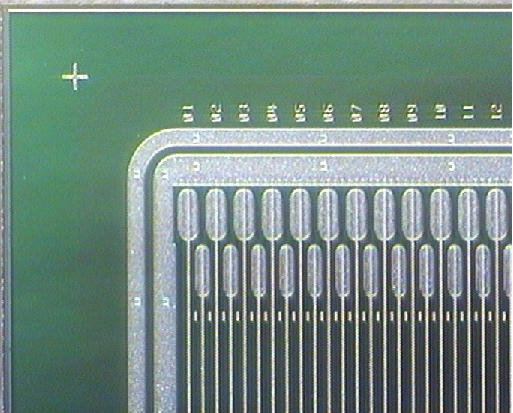
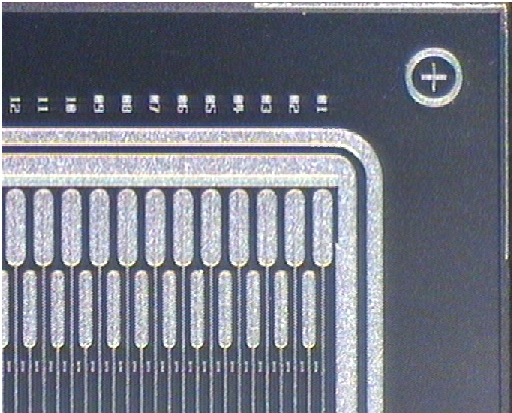
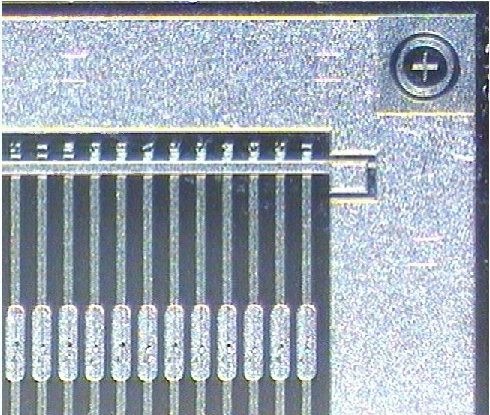
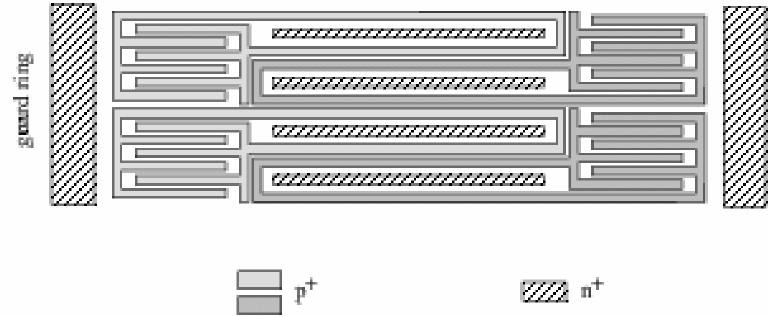
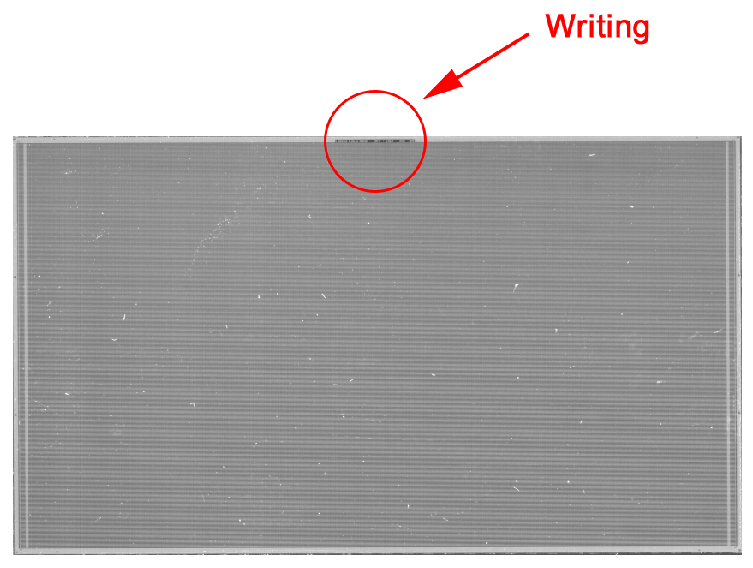 Sensor metalization and structure (NIM fig. 2.58, PA fig. 5.1)
Sensor metalization and structure (NIM fig. 2.58, PA fig. 5.1)

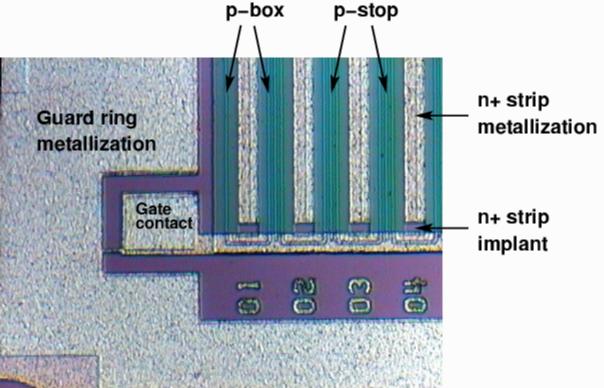 Gate and p-stop (PA fig. 4.4-4.6)
Gate and p-stop (PA fig. 4.4-4.6)
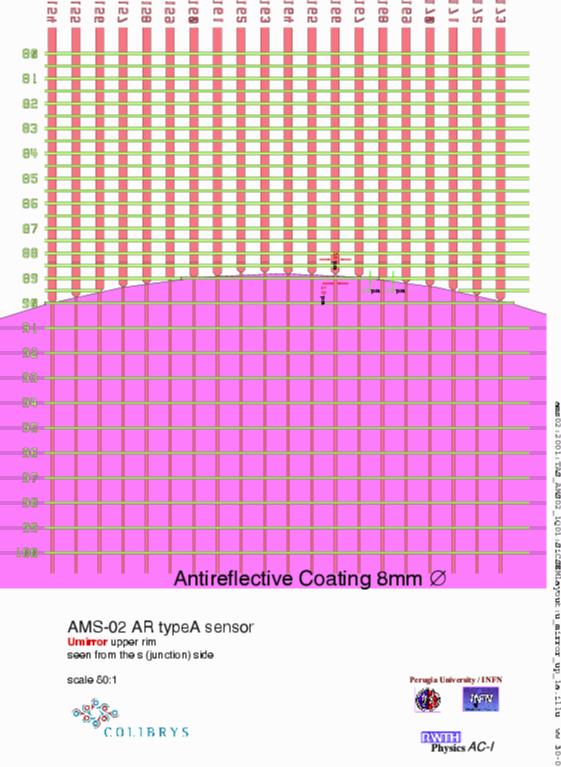
 Antireflective sensors (PA fig. 4.7, 4.8)
Antireflective sensors (PA fig. 4.7, 4.8)


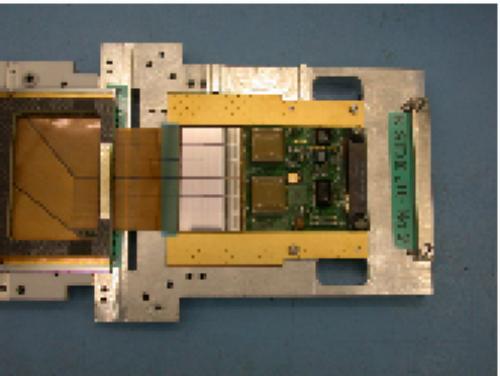
 Front end hybrids (PA fig. 4.13, 4.14)
Front end hybrids (PA fig. 4.13, 4.14)
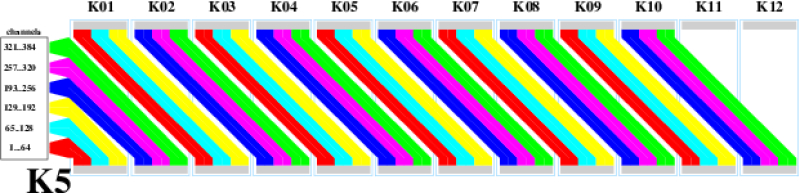
 K5, K7 Upilex (PA fig. 4.11,4.12)
K5, K7 Upilex (PA fig. 4.11,4.12)
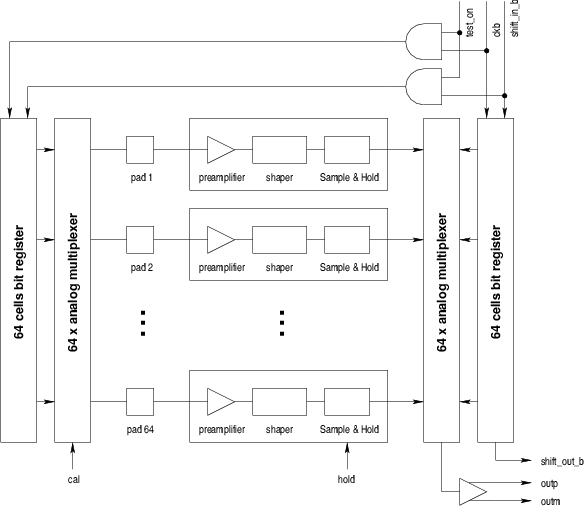
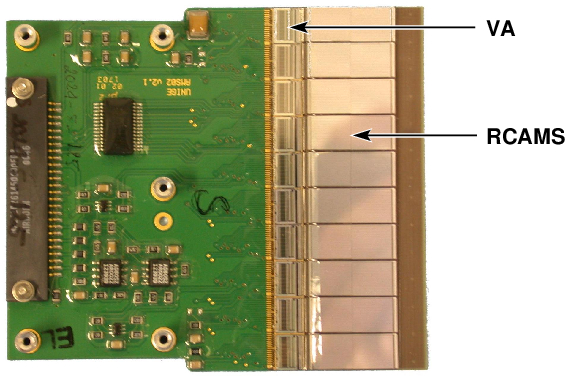
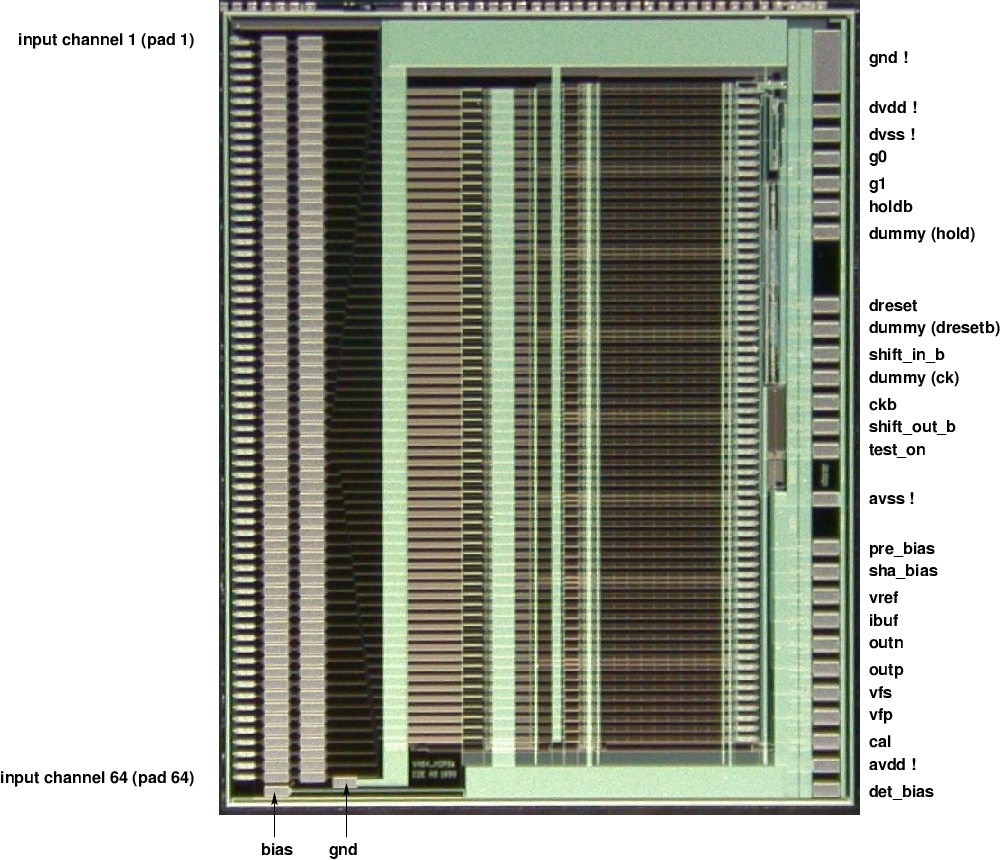 VA64hdr_9 (PA fig. 4.16, 4.17)
VA64hdr_9 (PA fig. 4.16, 4.17)
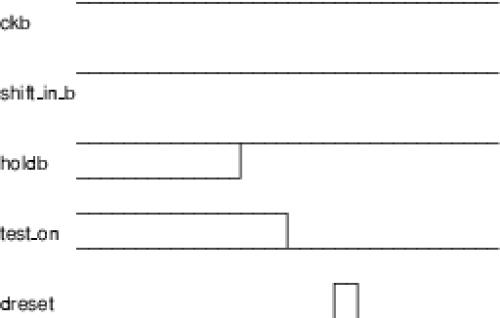
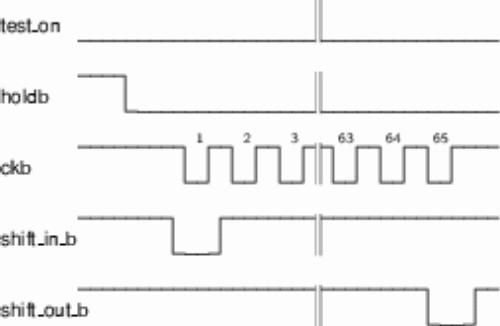
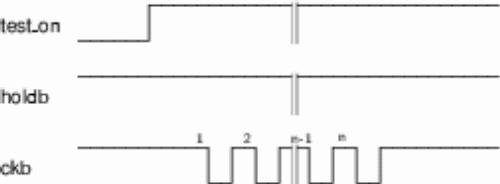 VA reset, readout and test sequence (PA tab. 4.5)
VA reset, readout and test sequence (PA tab. 4.5)
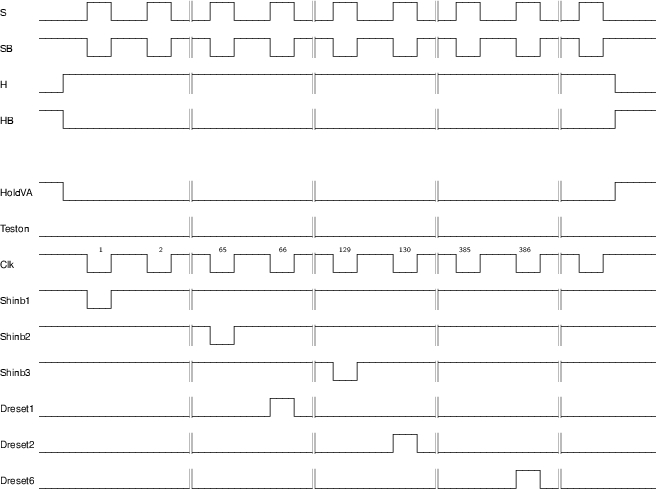 HCC control sequence (PA fig.4.18)
HCC control sequence (PA fig.4.18)
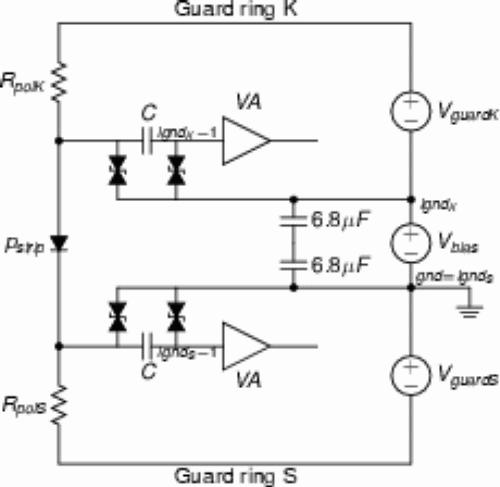
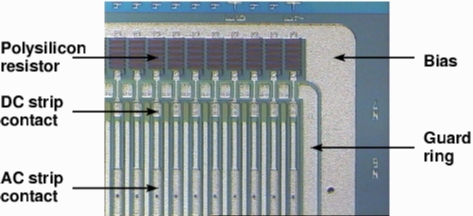
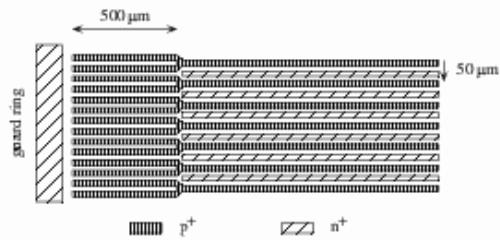
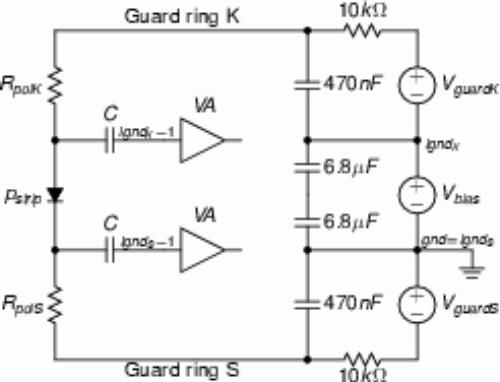 AMS-01 and AMS-02 biasing method (PA fig. 4.20)
AMS-01 and AMS-02 biasing method (PA fig. 4.20)
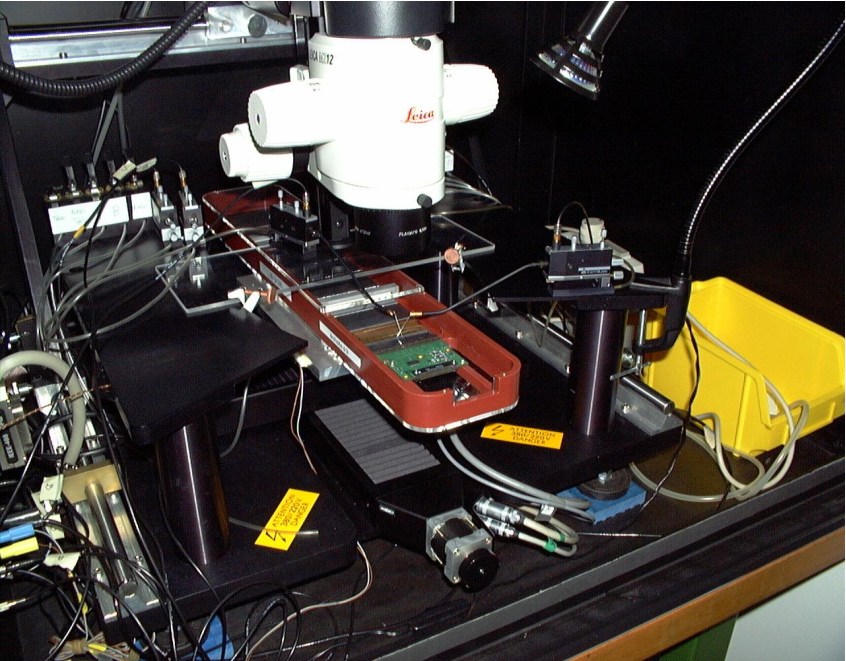
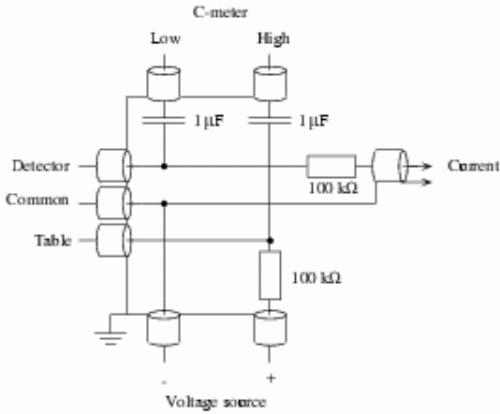
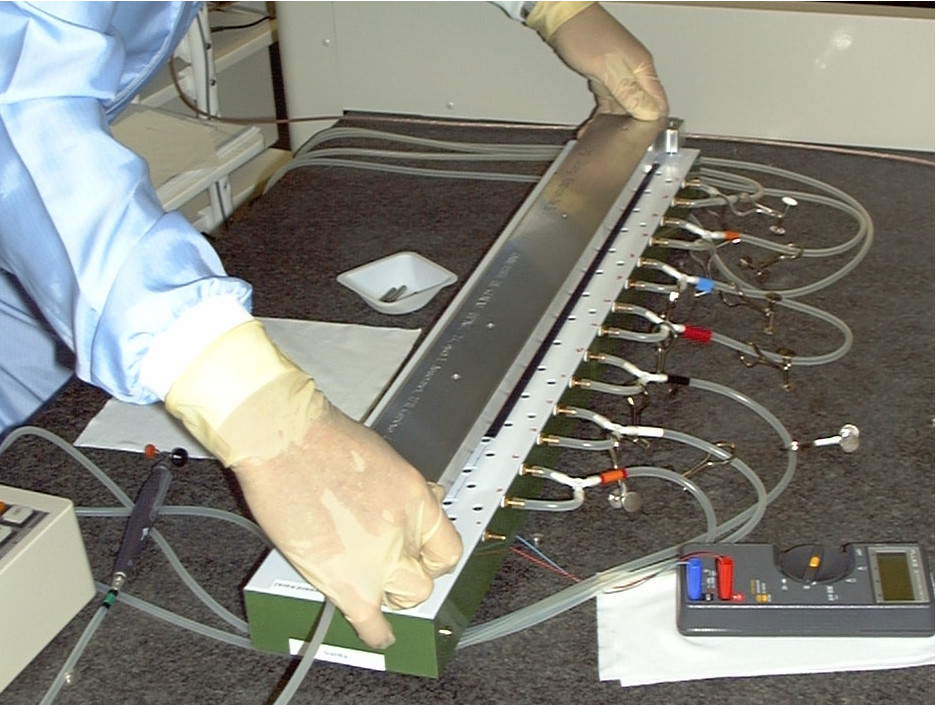
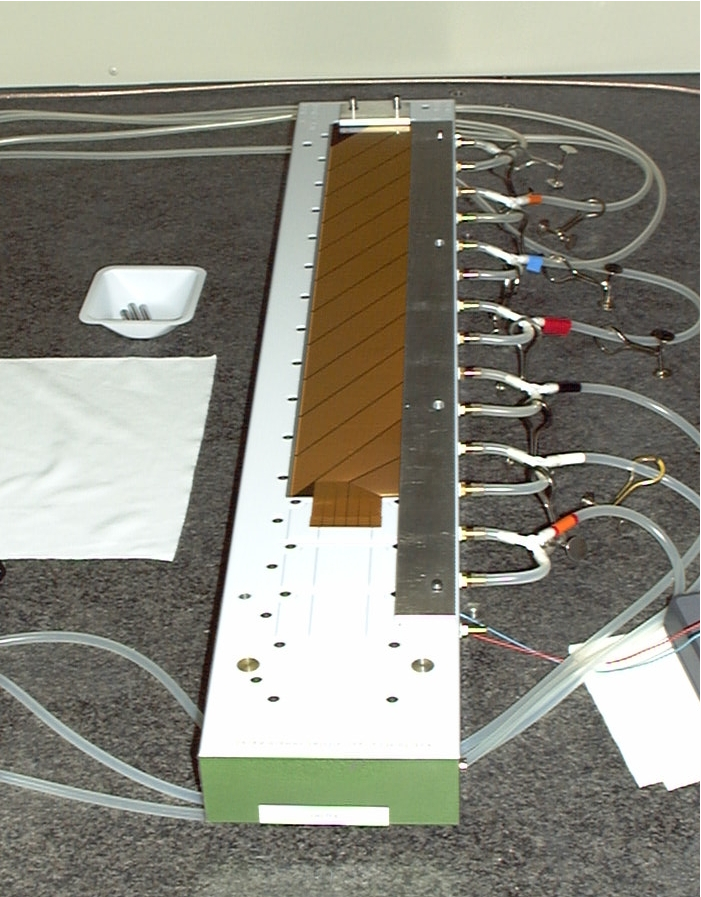
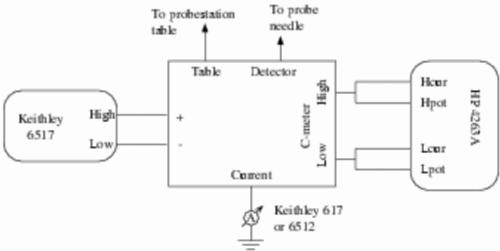 Probe station (PA fig. 6.1-6.3)
Probe station (PA fig. 6.1-6.3)
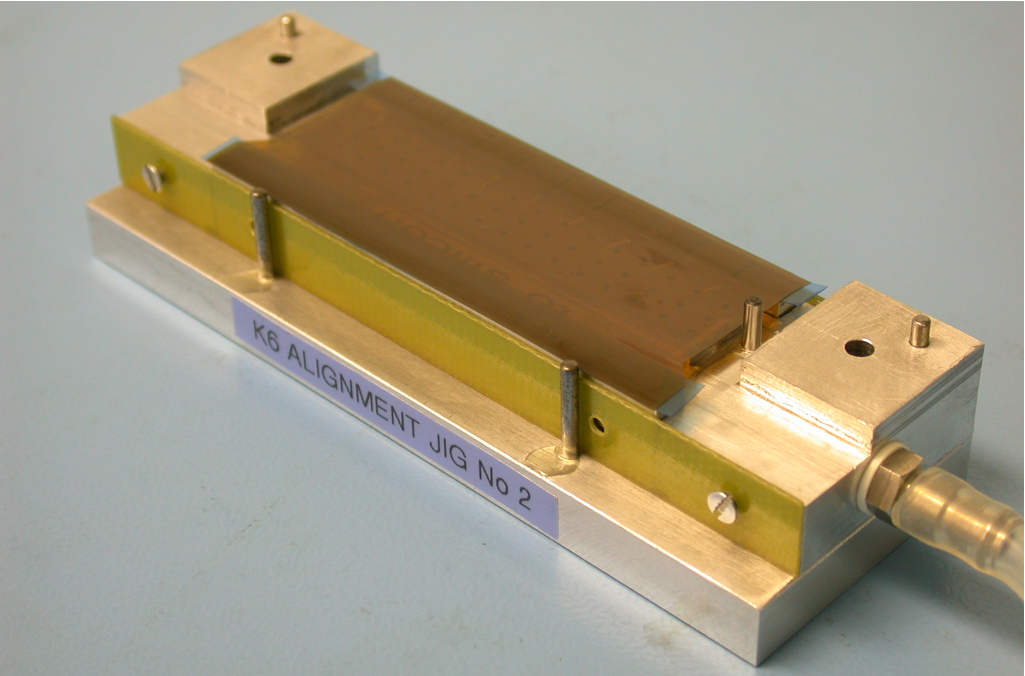
 Sensor alignment precision (NIM fig. 2.60)
Sensor alignment precision (NIM fig. 2.60)

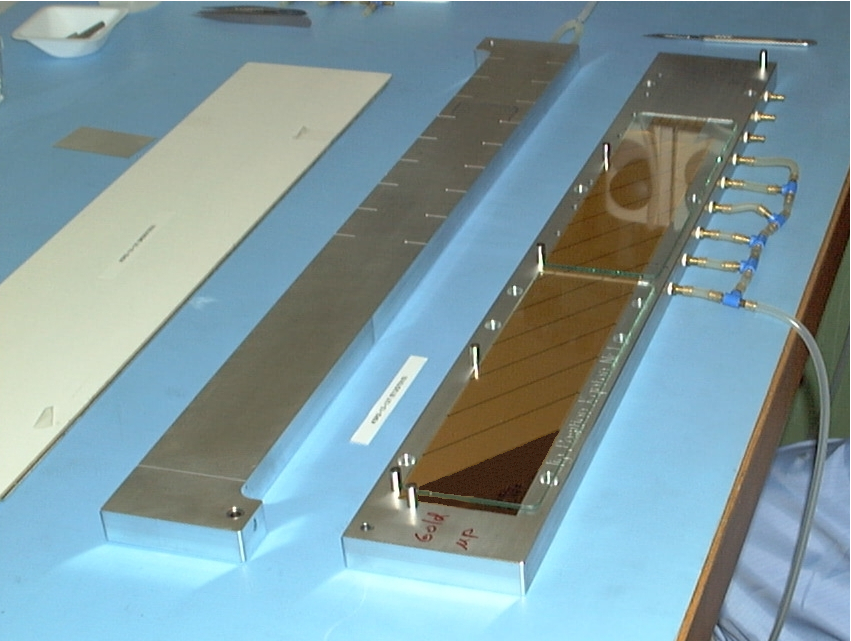
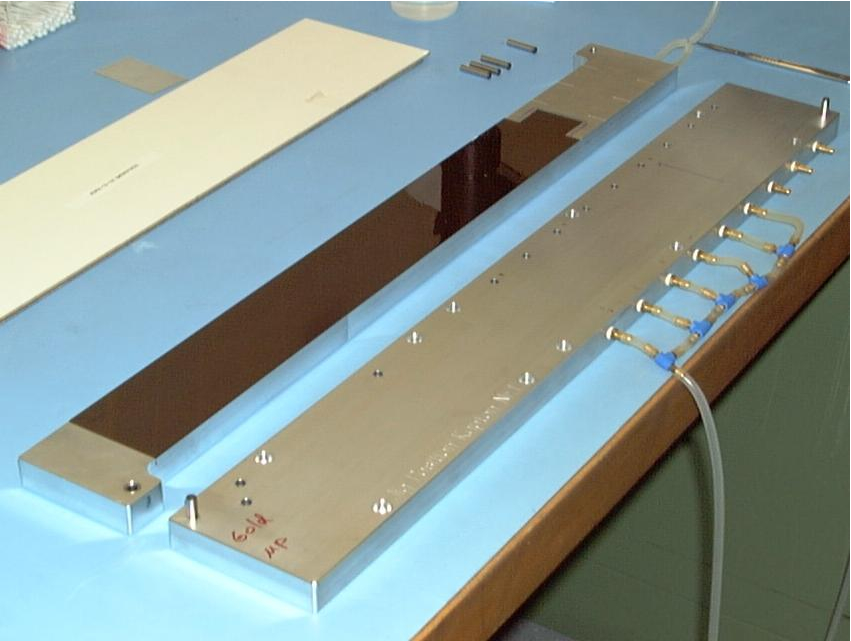
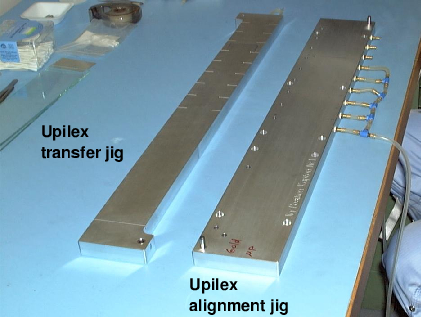 Upilex gluing tools (PA fig. 5.4)
Upilex gluing tools (PA fig. 5.4)
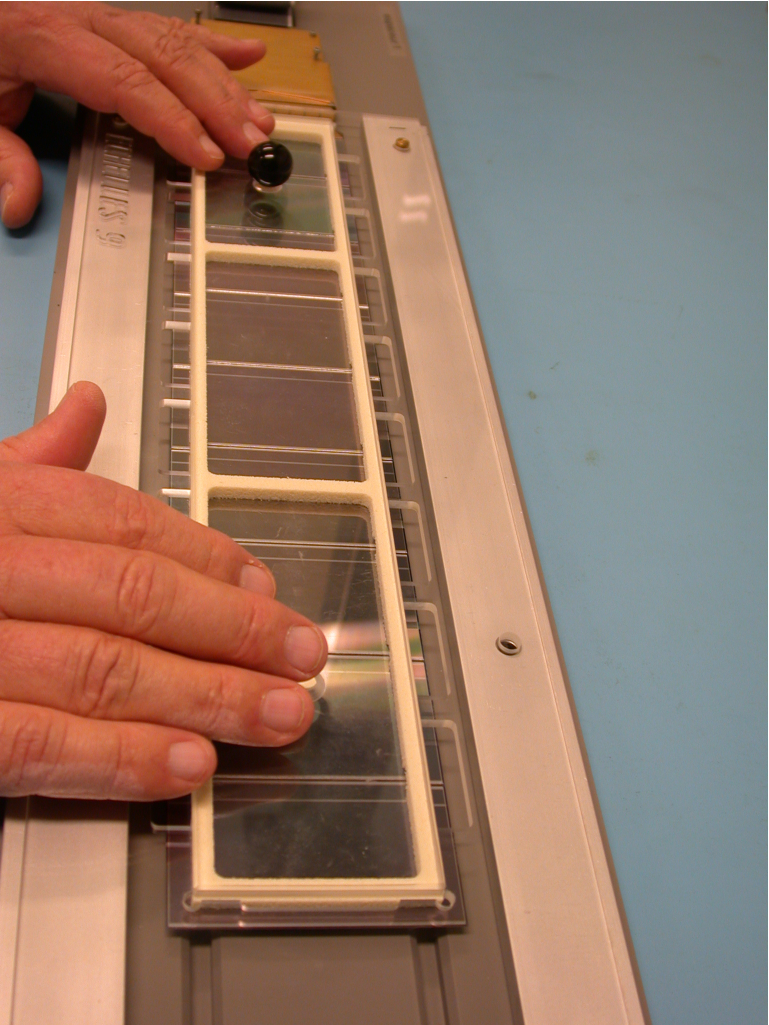
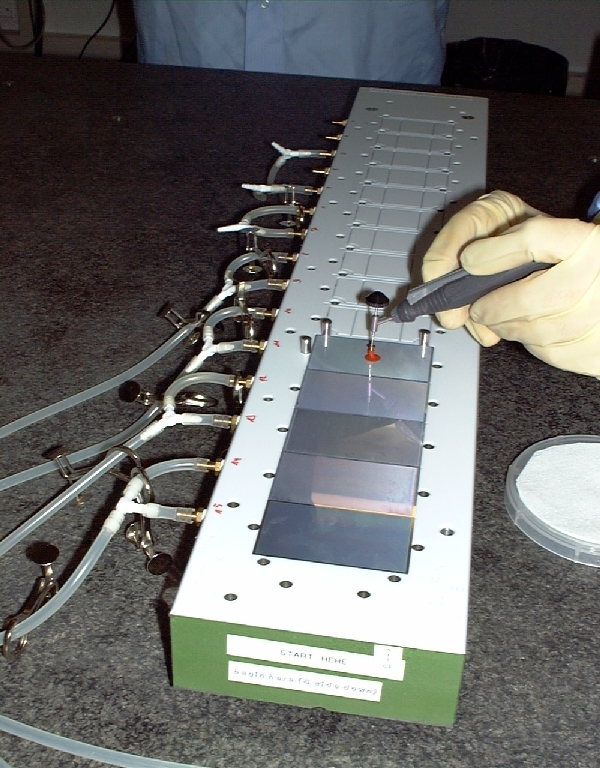
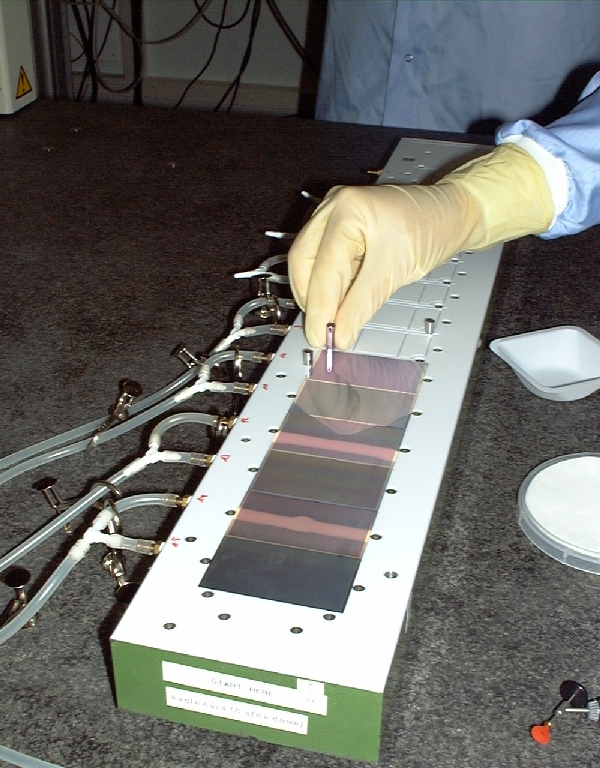
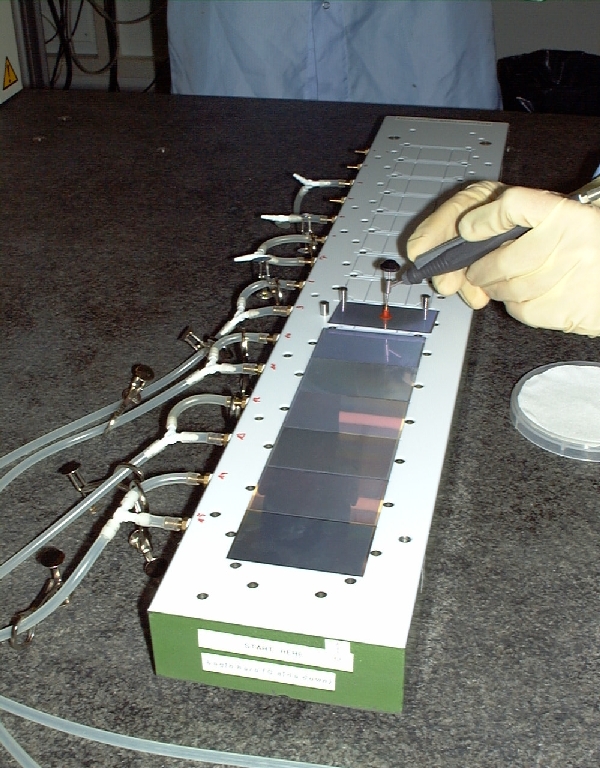
 Upilex gluing steps (PA fig. 5.5-5.7)
Upilex gluing steps (PA fig. 5.5-5.7)

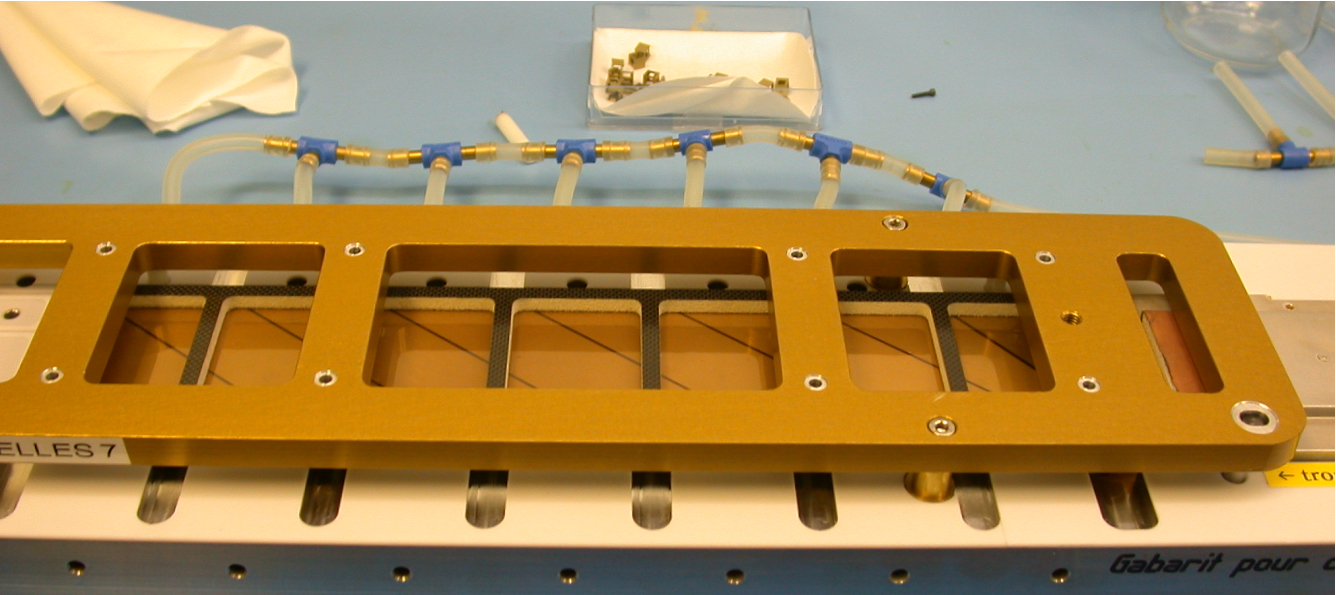
 Reinforcement gluing steps (PA fig. 5.8-5.13)
Reinforcement gluing steps (PA fig. 5.8-5.13)
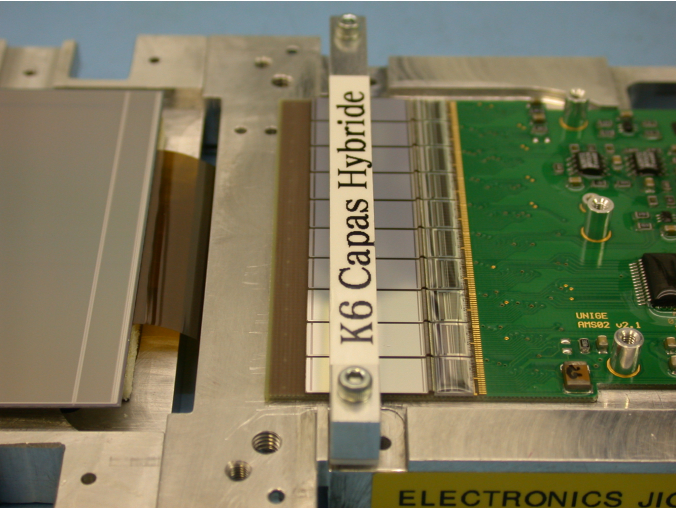
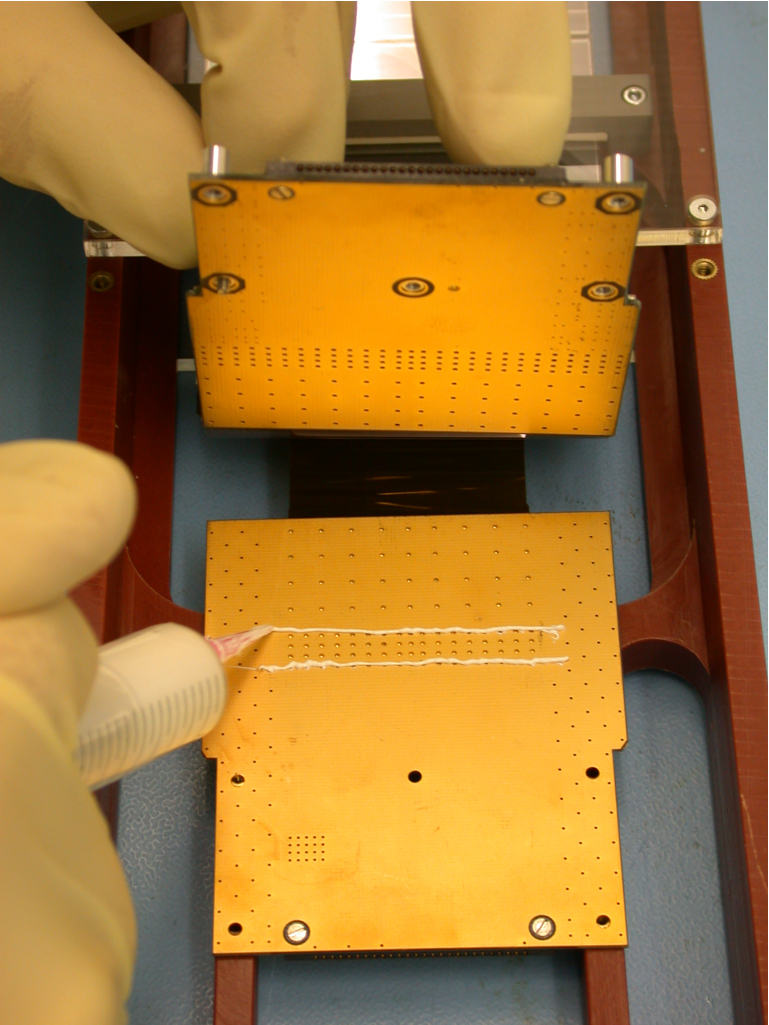
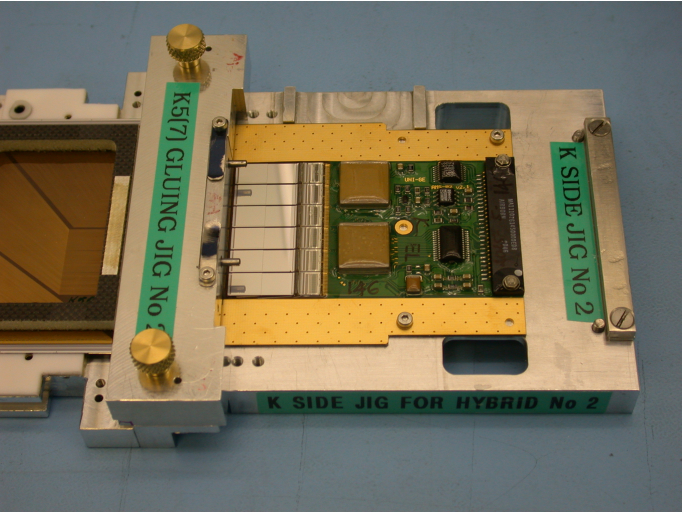 K-hybrid gluing steps (PA fig. 5.14-5.16)
K-hybrid gluing steps (PA fig. 5.14-5.16)

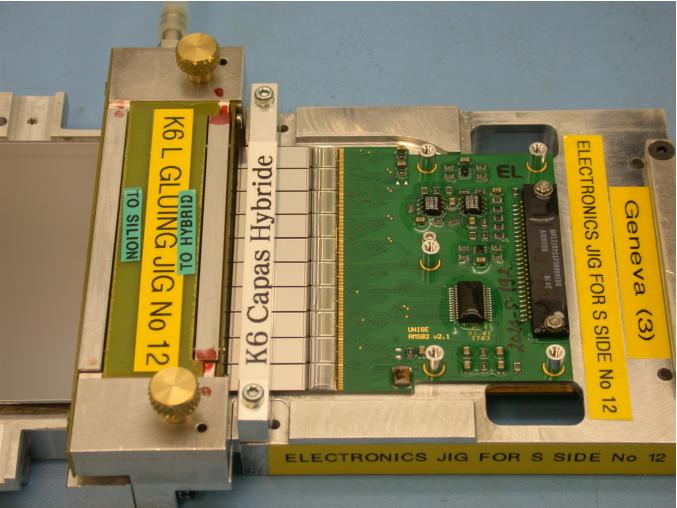 S-hybrid gluing steps (PA fig. 5.17-5.20)
S-hybrid gluing steps (PA fig. 5.17-5.20)

 Hybrid spacer and thermal grease (PA fig. 5.21-5.23)
Hybrid spacer and thermal grease (PA fig. 5.21-5.23)


 Feet gluing steps (PA fig. 5.21-5.23)
Feet gluing steps (PA fig. 5.21-5.23)
 Spacer gluing and shield wrapping
Spacer gluing and shield wrapping
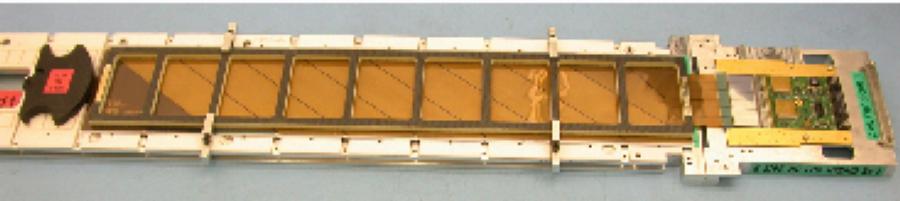
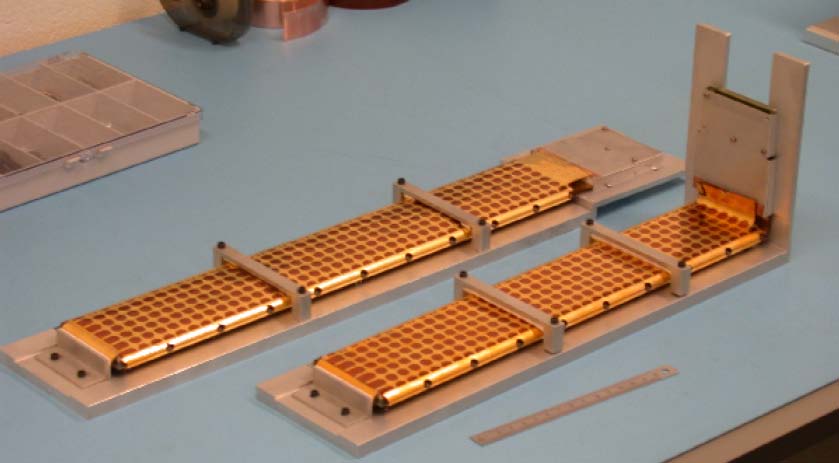 Ladders ready for mount (NIM fig. 2.61)
Ladders ready for mount (NIM fig. 2.61)
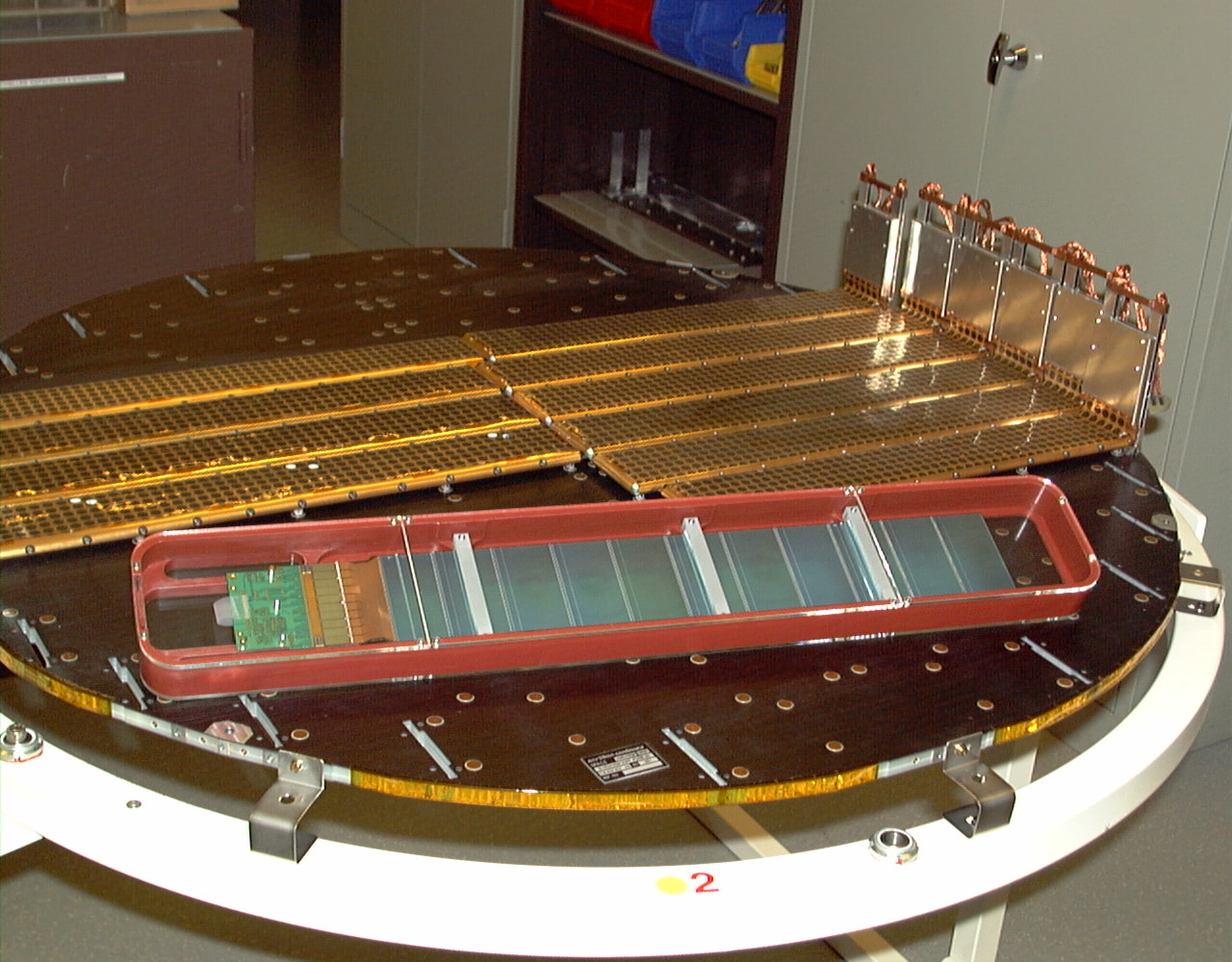 AMS-01 plane with AMS-02 ladder
AMS-01 plane with AMS-02 ladder
 Odd layers longitudinal tolerance
Odd layers longitudinal tolerance
 Geneva integration crew 2003
Geneva integration crew 2003  Geneva clean room
Geneva clean room 

 Clean room equipment
Clean room equipment 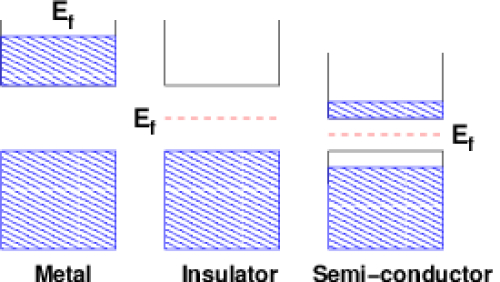 Band structure (PA fig. 3.1)
Band structure (PA fig. 3.1) 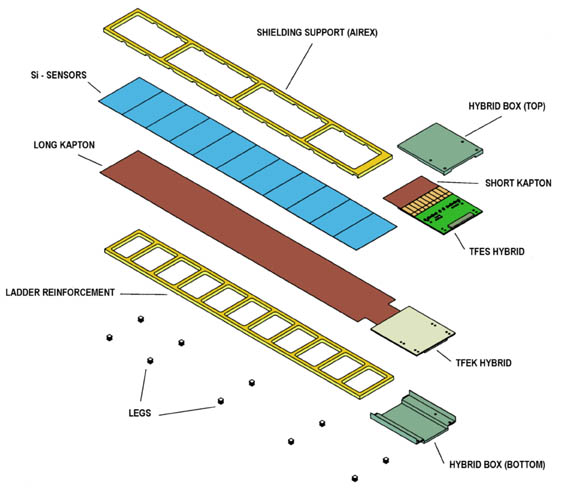
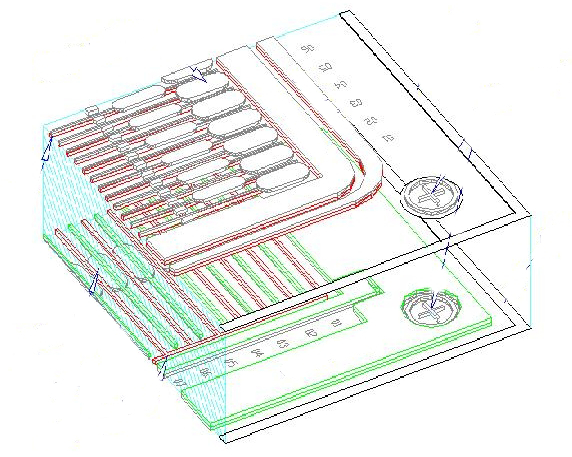
 Ladder exploded view
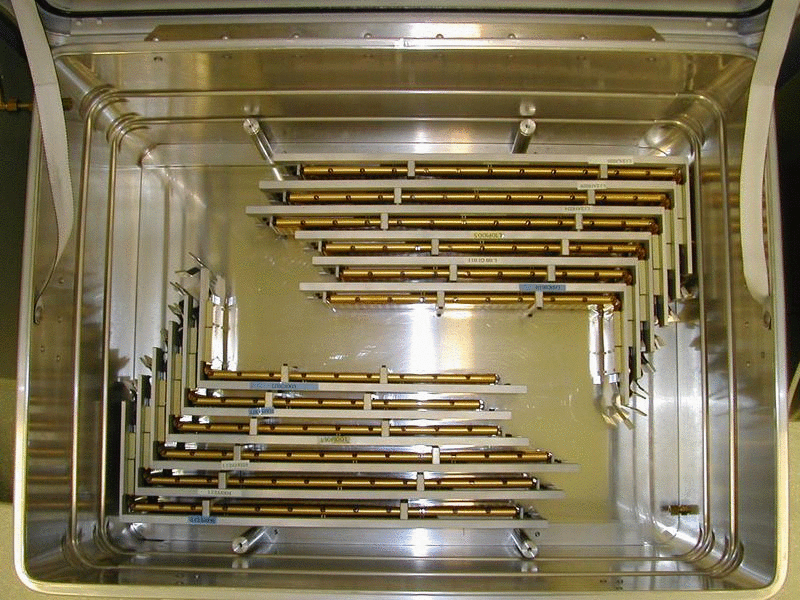
Ladder exploded view 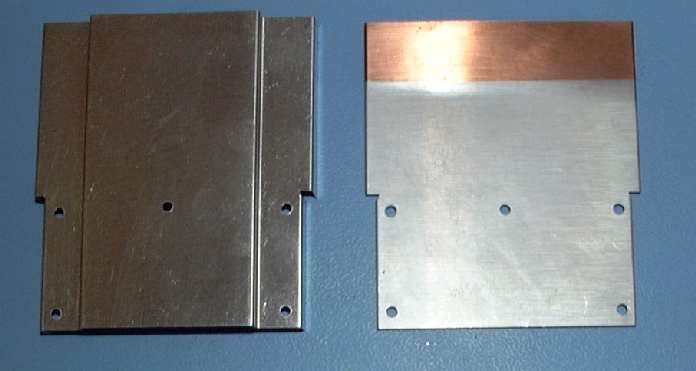 Hybrid box
Hybrid box 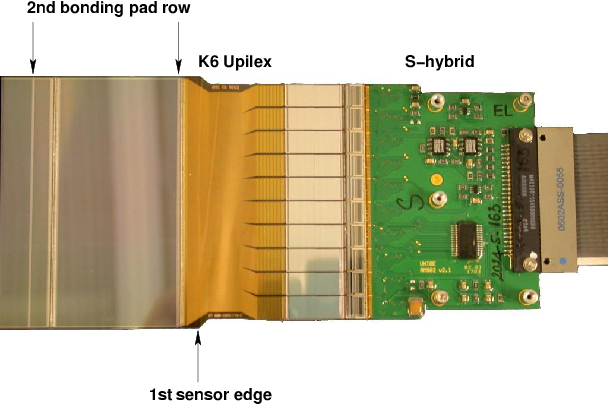 K6 Upilex (PA fig. 4.10)
K6 Upilex (PA fig. 4.10) 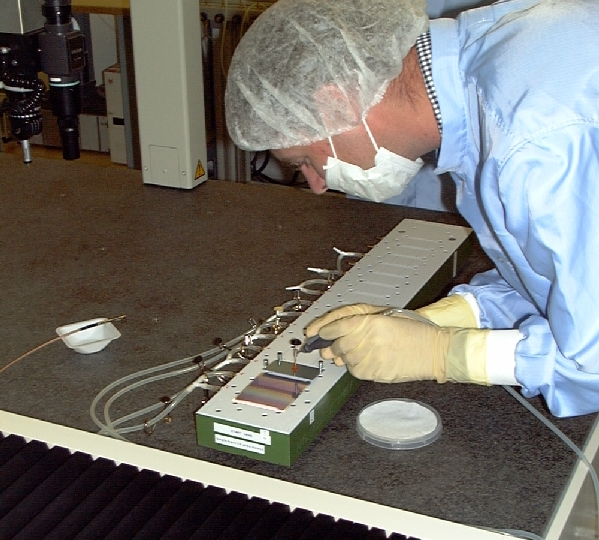
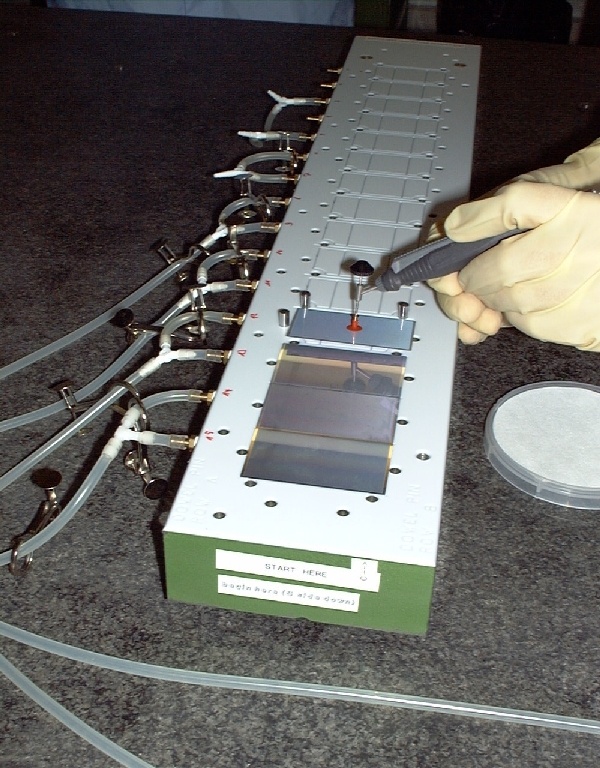
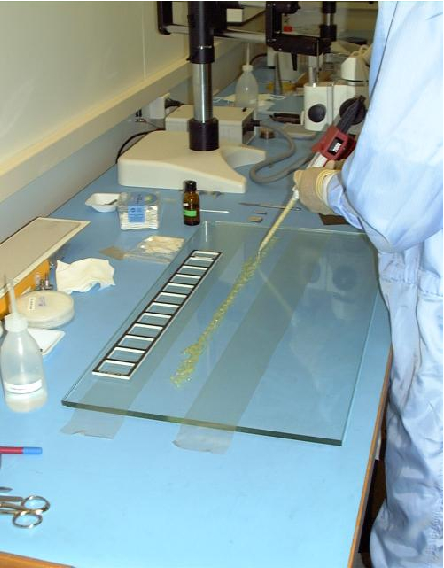
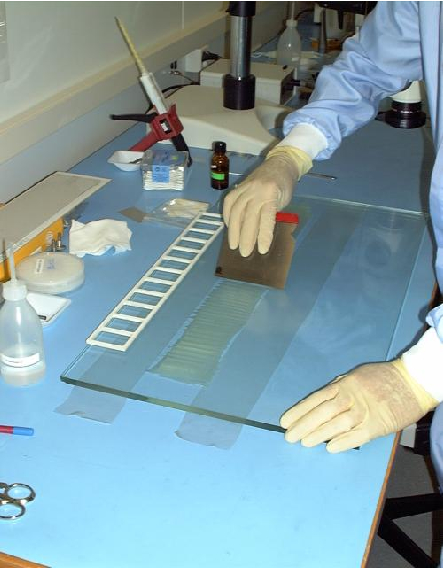
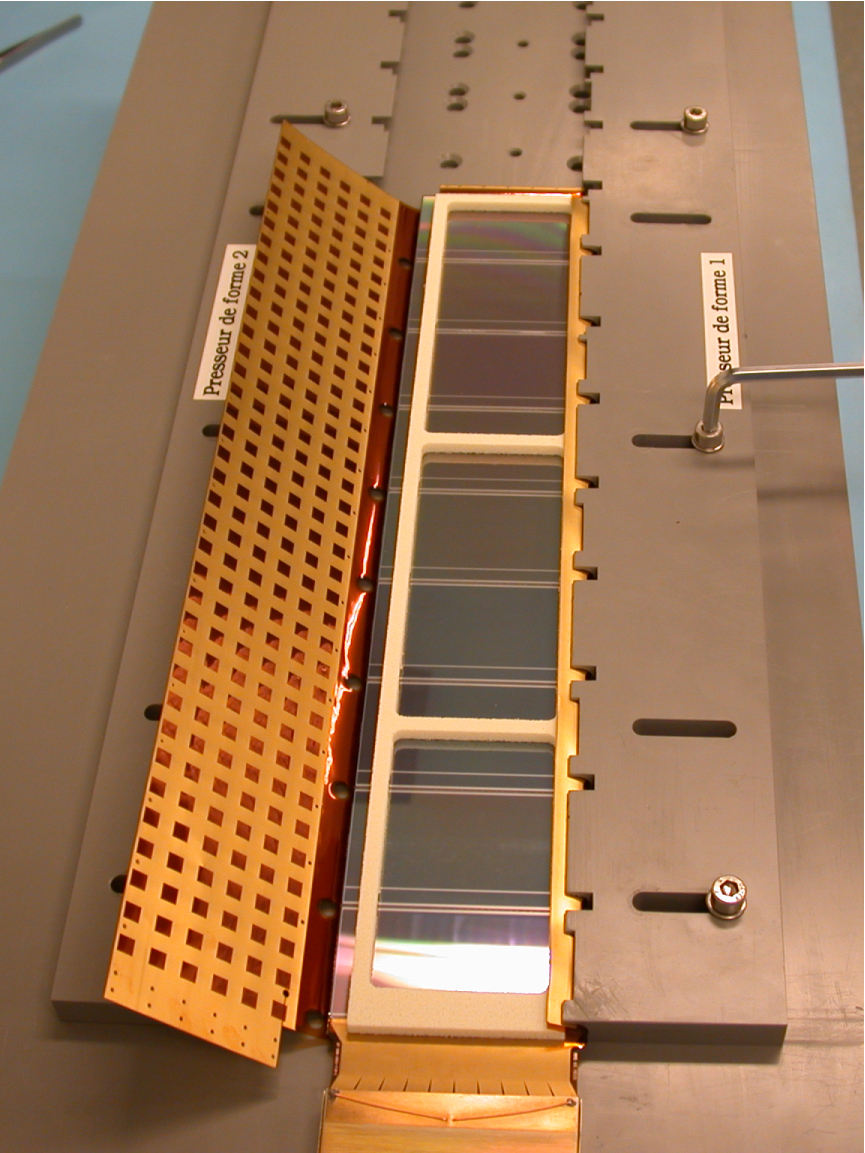
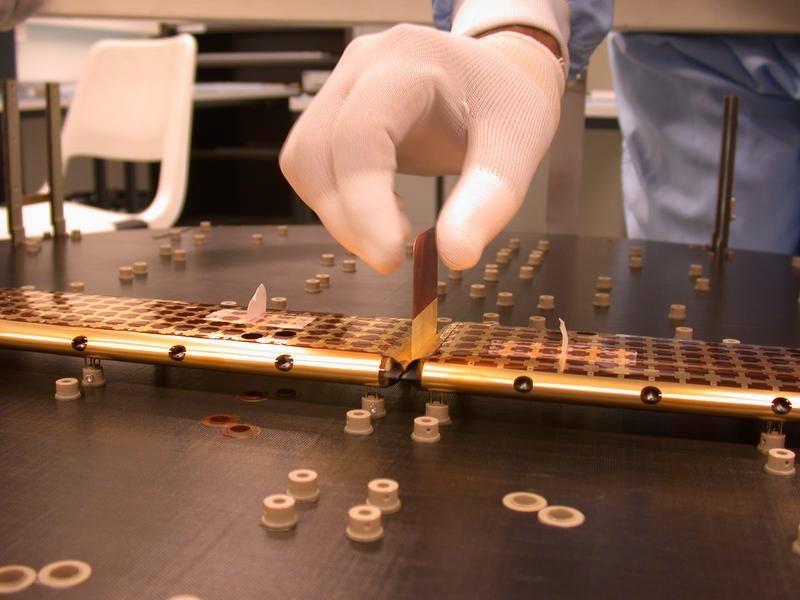
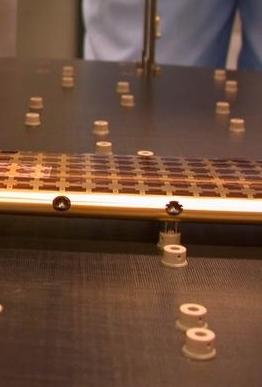
 Sensor positioning
Sensor positioning 
 Bonding at CERN
Bonding at CERN 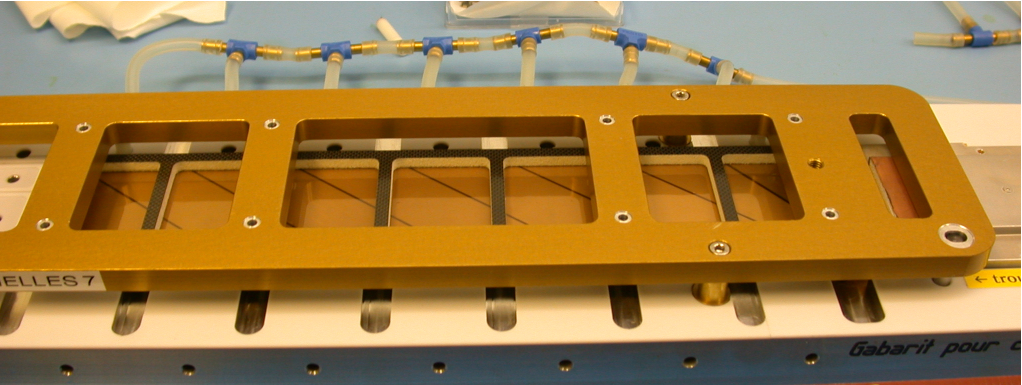
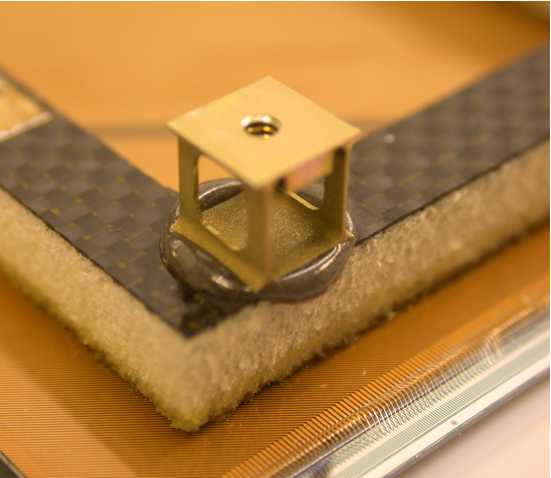
 Feet gluing
Feet gluing  Hybrid gluing (by hand)
Hybrid gluing (by hand)  Quarter plane vibration test
Quarter plane vibration test  Thermal bars
Thermal bars  Ladder fixation odd layers
Ladder fixation odd layers 
 Legs on even and odd layers
Legs on even and odd layers 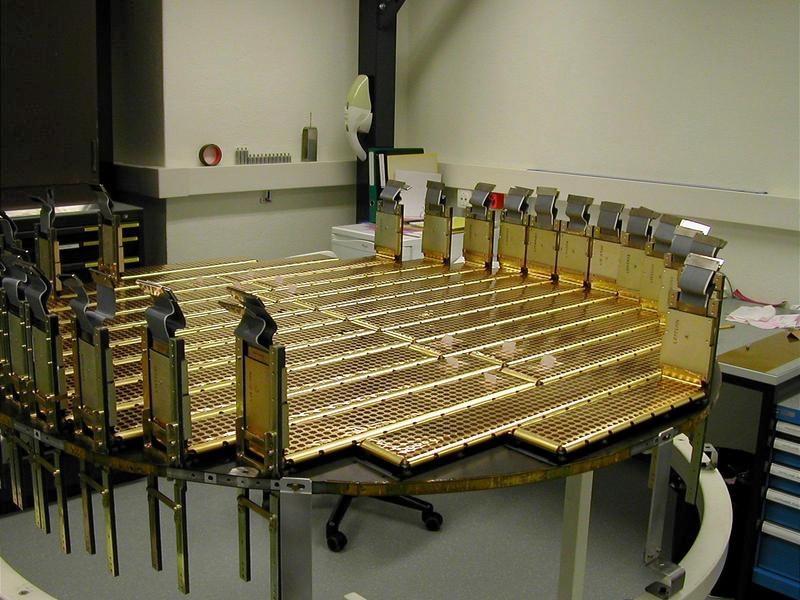
 Layer 2
Layer 2  Layer 3
Layer 3 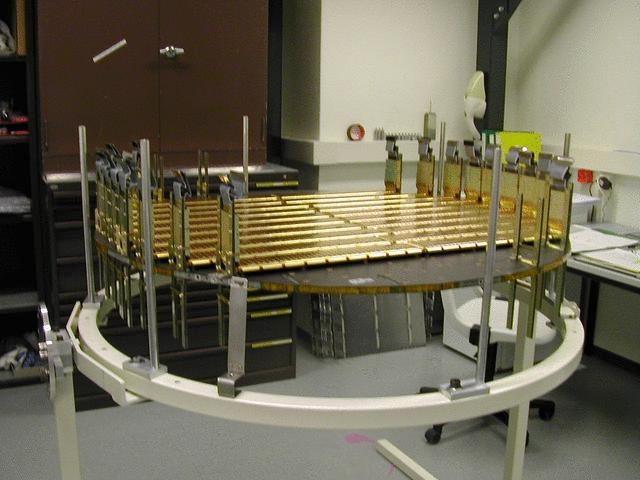 Layer 4
Layer 4  Tracker shell dry assembly
Tracker shell dry assembly 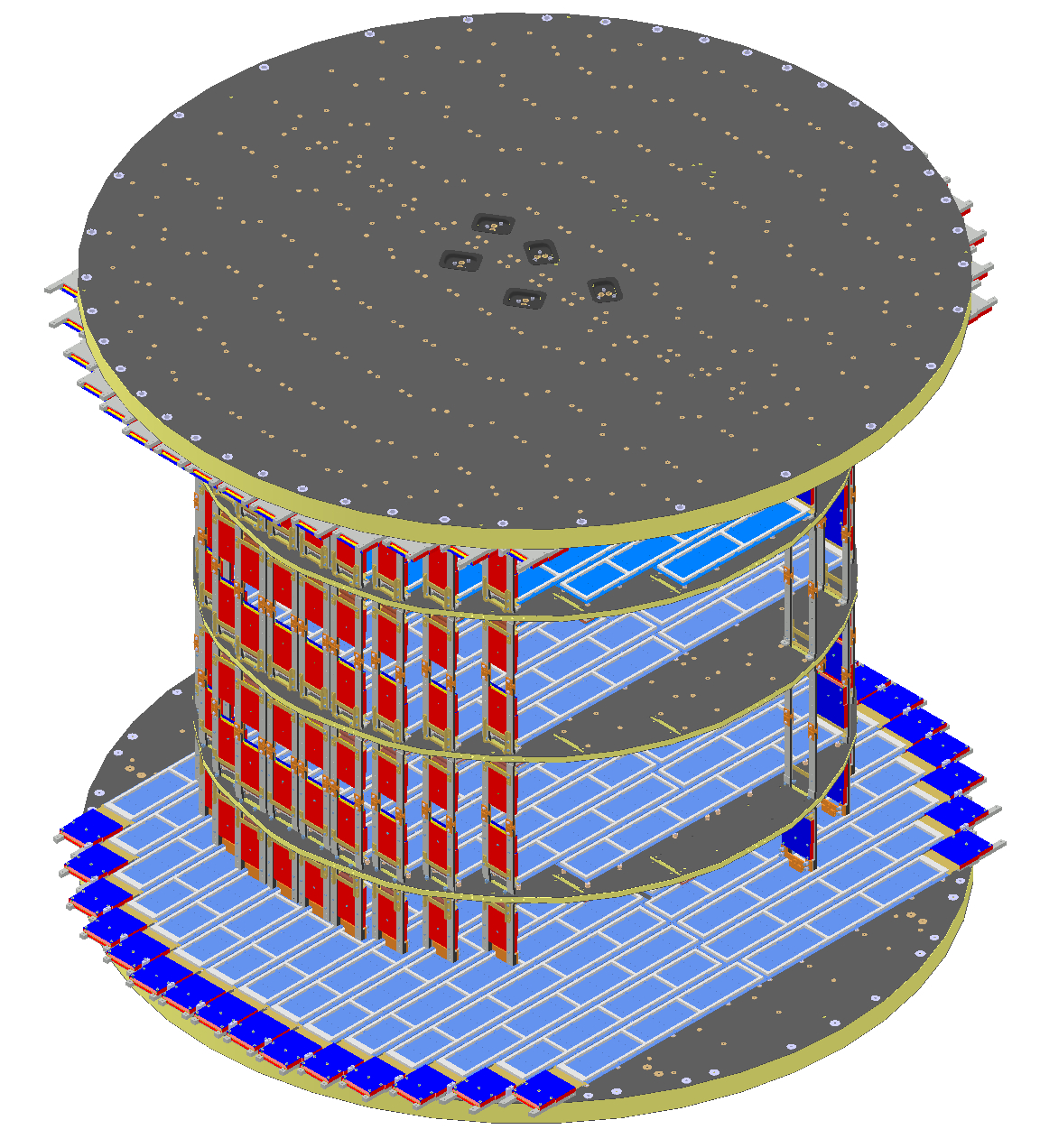

 Tracker model
Tracker model